Шағын шеберханада 3D принтерді жөндеу жұмысына пайдалану

1. Нені қалай, қалайша, немен дегендей?
2. Дайын бұйымның бағасы неден құралады?
3. Жұмыс құралы жайлы біраз ақпарат. 3D принтердің техникалық сипаты
4. Бұйым жасаудың кезеңі –«Эскиз жасау»
5. Бұйым жасаудың кезеңі –«123D Design программасында 3D модельдеу»
6. Тұрмыста қолданатын пластмасса жайлы біраз ақпарат
7. Бұйым жасауға жұмсалатын дайындама ABS пластмассса жайлы ақпарат
8. Принтер жұмыс істегенде жағымсыз иіс сезіледі. Пластмассадан шыққан күйік иіс қаншалықты зиянды?
Соңына қосарым
1. Нені қалай, қалайша, немен дегендей?
Пластмассалық бөлшегі бүлінген құрылғының немесе қондырғының жөндеудің екі түрін қарастырайық:
1) Бүлінген бөлшекті дәл сондай дәлме-дәл данасымен алмастыру арқылы жөндеуді жүргізу. Бұл әдістің артықшылығын немесе кемшілігін сөз ету артық.
2) 3D принтерің көмегімен жасалған. Ұқсас бөлшекпен алмастыру.
Қарастырып отырған тақырыбымызға сай жөндеудің екінші әдісін қарастырамыз. Әдістің жалпы сипатынан хабардар болу үшін қарастырайық:
1) Барлық технологиялардың қолдану шегі бар. Сол шекті нақтылаймыз. Мысалы, өлшемдерімен.
2) Қалыпқа келтірілген бөлшек (дайын бұйым) құны қаншаға түседі. Жасап шығару уақыты қанша дегендей «жөндеу жұмыстарына» тапсырыс беруші қызықтыратын сұрақты қарастырамыз.
Рет-ретімен 3D принтерді шеберханада қолданып жөндеу жұмысын жүргізгенде пайдалану жайлы түсініктеме берейін.
Негізгі бөлшекті алмастыратын бөлшекті 3D принтерде жасағанда бірнеше шектеу бар:
1) Өлшемімен.
2) Бөлшек жасауға қолданатын пластмасса қасиетімен.
3) Бөлшектің жүктемеге қарсы төтеп беру қабілеттілігіне қатысты шектеу (3D принтерде қолданатын технология ерекшелігін ескеру).
Бұйымның габариттік өлшеміне шектеулік бар. Габариттік өлшемі 134 мм аспайтын, яғни, болашақ бұйым қабырғасы 134 мм тең кубтың ішіне сыйю қажет.
Бұйымды құрайтын элементтерге де талаптар бар. Өте ұсағын немесе пішімін құрайтын тым ұсақ элементтері бар бұйымды жасау мүмкін емес. Принтердің пайдаланудың тәжірбесіне сүйеніп болашақ бұйымның пішіміне деген талап жасадым.
Бұйым қарапайым, мысалы, цилиндр тәріздес болуы әбден мүмкін. Бірақ, көбінде бұйым пішімі күрделі келеді. Ұсынысымды немесе кеңесімді нақтылайын:
-Бұйым пішімін құрап тұрған элементтер қырлары және көршілес қарама-қарсы жатқан бет жазықтықтары бір-біріне 2 милиметрден кем қашықтықта жатпауы тиіс және тесік, ойық радиуысы 1.5 мм кем болмайтын бұйымды ғана 3D принтермен жасағанға кеңес беремін.
3D принтерде қолданылатын пластмасса қасиетін текстің төменгі тұсында жеке қарастырамыз.
Жоғарғы жақта жөндеу әрекетін іске асырғанда қолданатын технология мүмкіншіліктерін және шектеулерін қарастырдық.
Жөндеу жұмысының 3D принтермен бөлшекті жасап шығару кезеңін қарастырайық. Жөндеу жұмысына тапсырыс беруші осы кезең туралы көп сұрақ туындауы мүмкін. Жалпы жөндеу жұмысын атқару ұшын төленетін ақшалай қаражаттың көп бөлігі бөлшекті бұйым ретінде қайта жасап шығаруға кететінін біліп, оның неліктен қымбат тұратынын білгісі келсе оның сұрағын жауапсыз қалдыру жөндеу жұмыстарының құнына деген сенімсіздік туындатқызу мүмкін. Жұмыс күрделігі оның атқаруға қажет уақыт мөлшерімен анықталады десек, осы пікірмен көпшілік келісетіне күмәнім жоқ. Уақыт неге жұмсалады?
Дайын бұйымды жасаудың соңғы кезеңін қарастырайық, яғни, электронды модельді нақты затқа айналдыру әрекетін. Соңғы кезеңді байланыстырады:
1) Уақыт ресурсын үнемдеумен. Бөлшектің (бұйымның) басып шығару уақытын азайту үшін бұйымның тұтас бөлігін әр түрлі әдіспен толтыруға болады. Принтердің Fast басу режимінде бөлшек іші сүйектің кеңсірігі тектес торға бөлініп толтырылады. Fast (жылдам) режимі бұйымды жылдам басып шығаруға арналған.
2) Бұйымды жасауға жұмсалатын заттай ресурсты үнемдеумен. Яғни, зат ресурсы «дайындама пластмасса» жібін үнемдеу.
Бұйымның жасалу уақытын және сапасы оның жобалау кезінде анықталатынын ескерсек жоғарыдағы соңғы кезеңге артқан үміт орынсыздығына көз жеткізу қиын емес.
Әрине, пластмассадан бұйымды басу үшін принтердің әр түрлі режимі бар. Жоғарыда аталған Fast режимінде принтер бұйымды басып шығарса оның пайдаланғану кезінде өз қасиеттерін жоғалпайды деп жобалу кезінде есептелінсе, онда бұл режимде бұйымды басылады. Принтер шығарған бұйымның жоғарғы сапасы Normal режимі қамтамасыздандырады.
Техника ғылымның материалдар кедергісі саласы бұйымның тұтас бөлігін кеңсірік тектес толтыру оның мықтылығына қандай әсерін тигізетінін зертейді. Қарастырған жағдайға қатысты кеңсіріктің жүктемеге қарсылық көрсету әрекетіне әсер барын немсе жоқтығын анықталады.
Fast режимінде басылған бұйым мүжілгенде пластмасса қабаттарының төселу бағыты бойымен жарықша түседі немесе сөзғанда бір-бірімен түйіскен қабат ажырап бұйымның бір бөлігі үзіледі. Яғни, созғанда үзілгіш.
Бұйымды принтерде басып шығару автоматты түрде атқарылады. Бірақ бұл қадамның құнын анықтау қиын емес. Дайындама пластмассаның қолдану мөлшерімен нақты анықталады. Яғни, бөлшек жасағанға көп пластмасса жұмсалса дәл солай принтер жұмыс істеп, жұмыс атқаруға арналған ресурсы жұмсайды. Бірақ бұл кезең бұйымның құнын анықтамайды. Соңымен, дайын бұйымның құны неден құралады?
2. Дайын бұйымның бағасы неден құралады?
Қолдың еңбегіне төленетін және автоматты түрде атқарылатын жұмыстың бағасынан бұйымның жалпы құны құралады. Ең соңғы болып көрсетілген бағаның құрамасы жайлы бәрі түсінікті. Дайындама пластмасса бұымға сай кетеді. Сондықтан авоматты түрде орындалған жұмыс бағасы дайын бұйымға жұмсалған дайындама пластмасса салмағына (граммен өлшенеді) сай анықталады. Қол еңбегі қымбаттырақ және бұйымды жасап шығарған кездегі келесі кезеңдерде қолданады:
-бұйымның эскизін жасау үшін;
-электрондық модельді жасап және оның сызбасын алу үшін;
-бұйымды қосымша өңдеу үшін;
-бұйымды басу барысын қадағалау үшін;
-принтер тұғырын тазалау үшін жұмсалады.
Бұйымның өлшемін алып эскиз жасау үшін үшін 10 минуттен 2 сағат кетуі мүмкін. Өлшем дәлдігі 0.1 мм кем болмауы тиіс. Сынған бөлшектің өлшемін дұрыстап өлшеу үшін сынған бөлігін бөлшекке желімдеп қоюға кеңес беремін.
Бөлшектің электронды 3D моделін жасау. Жеке программада жасалынады. Оның өзі жеке құрал. Құрал ретінде 123D Design программасын таңдап алдым.
Бұйымды финальді өңдеу үшін надфиль (бедері майда егеулер) жиынығын және қолдан жасалған миниатюралық қашауларды қолданамын.
Суретте (төмен жақтағы 1-ші суретте) көрсетілген бөлшекті жасап шығаруға, яғни барлық кезеңдерінен өту үшін 1 сағат 47 минут жұмсалды.
1-ші кезең. Эскиз жасау. Эскиз жасау үшін 30 минут жұмсалды. Бағасы 500 теңге.
2-ші кезең. Электрондық модель жасалынды. Отыз минут жұмсалды. Бағасы 500 теңге.
3-ші кезең. Бұйымды принтермен басып шығару. Принтер бұйымды басып шығаруға 47 минут жұмсады. Төрт (4) грамм дайындама пластмассасы жұмсалды. Принтер 1 сағат жұмысы 2.2 доллар. 1 доллар 180 теңге десек. Төрт жүз (396 теңге), пластмасса бағасы 40 теңге. Принтердің жұмысы 440 теңге бағаланды. 250 теңгеге принтер жұмысын қадағалан үшін төленді. Жалпы 3-ші кезеңнің бағасы 690 теңгені құрады.
4-ші кезең. Бөлшекті қолмен өңдеу. 5 мин жұмсалды. Жұмыс құны 100 теңге.
5-ші кезең. Принтер тұғырын тазалау. 10 мин жұмсалады. Бағасы 100 теңге.
Қосымша шығын. Жұмыс орны және құрал-жабдық жалға алынғандықтан әр бір тапсырыстан 500 теңге иесіне төленеді.
Қосымша құн салығы 20%, әулеметтік салық 11%, зейнетақы қорына 15% шебердің қосқан еңбек ақысынан шегерілетінін ескерсек бөлшекті көшірмесін жасау арқылы қалыпқа келтіру құны 3000 теңгеден арзан болмайтына келісесіз деп ойлаймын.
Қарастырған мысалда жұмыстың мөлшермен 40% автоматты түрде орындалғанын, қалған 60% адам қолының күшімен атқарылғанын байқау қиын емес.
3. Жұмыс құралы жайлы біраз ақпарат. 3D принтердің техникалық сипаты
3D модельді басып шығару үшін UP принтерін қолданамын. Жұмыс аймағы 140 х 140 х 135мм (кубқа жақын). Кубтың сол жақ түпкірінде санақ басы О (x=0, y=0, z=0) орналасқан. Бүкіл жұмыс аймағын қолдануға кеңес бермеймін. Модельді басқанда экструзиядан бөлігінген пластмасса принтердің платформасының сыртына ағып кетеуі әбден мүмкін. Сондықан бұйым габариті қабырғасы 134 мм кубтың ішіне сыйсын деп кеңес беремін.
Экструзия ұғымы таныс па сізге? Таныс болмаса сөздің мағынасын ашып жіберейік. Таныс болса келесі абзацты оқымай өткізіп жіберерсіз.
Экструзия технологияның атауы. Экструзия заттың қатпаған тұтқыр сұйықтық немесе паста күйінде болғанда оны оқтамадан сығып шығарып, қабат-қабат төсеу арқылы бұйым алу технологиясы. Оқтамадан зат шыққанда оған форма беріледі, мысалы жалпақ лента, жіңішке жіп. Экструзияда жұмыс денесі ретінде қолданатын заттың қасиетті сондай, оқтамадан шыға салысымен қата бастайды.
3D принтердің басу технологиясының негізінде экструзия, бірақ осы негізгі технологияны іске асыру үшін көмекші әдістер және жеке дара технологиялар бар. Сондықтан бүкіл жұмыс ретін бір ауыз сөзбен сиатталмайды.
Бұйымның ішкі элементтері басылып шығу үшінде «тіректер» әдісі қолданады. Бұйым басылған соң қолмен өңдеу жасалынып тұғырлар қалдық ретінде бұйымнан бөлініп алынады. Бұйым пішіміне қарай қалдықтар көп немсесе мүлдем болмауы да мүмкін.
Принтердің платформасы икс (x) осі бойынмен қозғалады. Экскудер орналасқан принтердің басы платформаға перепендикуляр қозғалады, яғни игрэк (y) осімен. Бұйымның бір қабаты толық басылып шығу үшін принтер платформасы және оның басы бір-біріне қатысты үйлесті қозғалады. Одан кейін келесі қабат басылу үшін тұғыр z осімен төмен жылжиды.
Бұл жерде «басылады» сөзінің орнына «төселеді» деген дұрыстырақ шығар. Шатаспау үшін «басады» сөзін қолданамын.
Бөлшектің бір қабаты басылғанда платформаға қалыңдығы 0.2-0.35 мм тең пластмассаның қабаты төселеді. Төсем жасаған кезде принтердің басыда дәл сондай дәлдікпен жазық бетінде қозғалды. Көрсетілген сандармен басу дәлдігін немесе басып шығару айқындығын –принтердің негізгі параметрі анықталады.
Бұйым толық басылып шыққан соң өлшемдері сәл асып биік, жалпақ, ойықтары немесе тесіктері тар болса қолмен өңдеп кемітемін.
Платформа үстіне түскен пластмасса бір келкі жату үшін принтер бұйымды басар алдында платформасын қыздырады. Платформа бетіндегі температура теңелуіне біраз уақыт қажет. Принтер платформа бетінің толық қызғанын тоспай баса бастайды. Кейбір ұсақ-түйек бөлшекті басқанда принтердің асығыстығынң ешқандай әсері болмайды. Принтер операторы алдын ала қыздыру қажет деп санаса принтер платформасы +100 градусқа дейін 15 мин бойы қыздырылады. Принтердің программалық қамтуында ондай мүмкіншілік бар.
Принтердің басу өнімділігі. Ең жоғарғы басу сапамен қабырғасы 30 мм тең кубты 3D принтер 67 минутта басып шығарады. Куб жасап шығару үшін 17.2 грамм пластмасса (дайындамасы) жұмсалды.
Дайындама пластмассаның жеке өзі 250 х 250 мм (көз мөлшермен) пакетте қымталған жіптің орамы күйінде кездеседі. Жіп диаметірі 1.8 мм. Ұзындығы 29 метр. Иілгіштігі нашар.
Дайындама пластмасса жібі принтердің сол жағында орналасқан ұршыққа оралады. Ұршықтан шыққан жіптің ұшы экскудер қаламына сабақталады.
Бұйымды принтермен басып шығару үшін оның электрондық 3D моделі қажет. Модель арнаулы STL форматта сақталуы тиіс. Бұл формат үшбұрыш төбелерін анықтайтын сандардың жиынтығынан тұрады. Осы сандардан қабат-қабат бойынша екі өлшемді жазыққа бөлінеді. Жазық дегеніміз нақты санмен анықталған икс (х) және игрэк (у) координаталары, принтер басы осы координатар бойынша қозғалады.
Модель жасау үшін арнаулы 3D модельдеуге арналған программалық жабдық қолданады. Оның жұмысы және жұмыс істеу үшін оператор қолданатын әдістері жеке дара технологияны құрайды. 3D модельдеуге жазба соңында шолу жасаймын. Онсыз ақпаратым толымсыз болады.
Принтердің техникалық сипатын габариттік өлшемін көрсетіп аяқтайын. Көлемі шағын 240 х 350 х 350 мм. Үстелдің бір бұрышына оп-оңай сыйяды.
4. Бұйым жасаудың кезеңі –«Эскиз жасау»
Эскизді жасау үшін MS Word қолдандым. Бұл текстік процессор компьютерлерде жиі кездеседі. Үйренішікті.
Бөлшек ұялы телефон арқылы фотосуретке түсірелді. Сосын суреті Word-қа ендірілген векторлық графикалық редактор көмегімен бастырылып шығады (1 сурет). Бөлшек өлшемдері штангенциркуль қолданылып анықталған соң эскиз үстіне өлшемді білдіретін сандар қойылады.
3D модельмен жұмыс істегенде өлшемдерден жағылу оп-оңай. Модельден автоматты түрде сызба алынып эскизбен салыстыру артық етпейді.
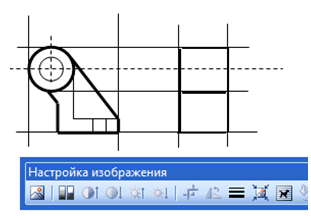
Сурет 1. Бөлшек эскизі.
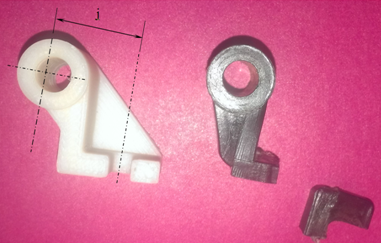
Сурет 2. Алмастырылатын және алмасатын бөлшек. Оң жақта бүлінген бөлшек. Сол жақта бүлінген бөлшекті алмастырылуға 3D принтерде жасалынған бөлшек.
Екінші суретте (сурет 2) бөлшек табанымен құрылғыға винтпен бекиді. Бас жағындағы көзінен өткен темір білікті ұстап тұру үшін арналған. Сондықтан j қашықтығын жәнен көз центірі табаннан қанша биікте орналасқанын дәл анықтау керек болды. Дәл өлшенгенге көз жеткізу үшін өлшеуді бірнеше рет қайталап жүргізілді.
Бөлшек неден бүлініп сынғанын анықталған соң оған үшбұрыш тәрізді қосымша қабырға жасалынды. Жаңа бөлшекте қалыңдығы 2 мм тең қосымша қабырға екі негізгі қабырғаны мықтап жалғап тұр. Бұл жерде бөлшектің эскизін жасау және жобалау сөздері синоним.
5. Бұйым жасаудың кезеңі –«123D Design программасында 3D модельдеу»
Жалпы 123D Design програмасымен жақсы жұмыс істеу үшін 3D модельдеудің біраз түсініктерін түсіну қажет. Ең қажет түсінік -программаны ұтымды қолдану. Бір нәтижені бір неше жолмен алуға әбден мүмкін.
Өз басым алғашқы модель жасау үшін бір сағат жұмсағанмын, кейіннен дәл сондай модельді жасау үшін 20 минут кетірдім.
3D модельдеуде шеберлік артқан сайын модельді жасауға қажет уақытты алдын ала бағалап үйренесің. Жалпы модель жасаудың күрделігі субъективті емес, яғни жеке бастың програманы меңгеруін ескермей «жұмыс көлеміне қарай анықтауға мүмкіндік беретін» әдісті ұсынайын.
Әдіс компьютерге түсетін жүктемені де ескеруге мүмкіндік береді. Компьютер ресурсы да шектеулі. Модель күрделіне бастаған сайын оның элеметтерін есептеп салу уақыты артады. Электронды модель салынып болған соң. Модельді STL форматтағы текстік файлға айналдырғанда, текстің көлемін көрсеткен байттар санын және бұйым габариттерін ескеріп жұмыс көлемін мөлшерлеуді ұсынамын.
Сурет 3. Бөлшектің үстінен қарағандағы көрініс.
Суретте көрсетілген 3D модель жасауды үстіңгі көрініс проекциясын тұрғызудан бастадым. Scketch тобының құралдарын пайдаландым. Одан кейін бөлшек енін Construct тобының Extrude құралын пайланып жасадым.
Бөлшектің 3D моделі дайын болңан соң 123D Design программасынан тікелей принтерге басып шығару болады. Онда meshmixer утилитасын орнату қажет. Таза 123D Design жұмыс істеу мақсат болғандықтан қосымша утилитаны орнатқан жоқпын.
Модель дайын болған соң STL форматына экспорт жасап жеке файл ретінде компьютерге сақтадым. Содан кейін UP! программасында ашып принтерде басамыз. Программа UP принтерімен қолдануға арналып жасалынған.
Сурет 4. Принтерден бөлшекті басып шығарар алдында визуальді бақылау.
123D Design программасын қолданып винттік парасы бар модельді жасап үйрену ең ауыр тиді және жасап үйренген 3D модель жасаудың жаңа сатысын аштым.
Программаны игеру үшін әдейлеп жеке уақыт бөлу нәтиже бермеді. Күнделікті аз-аз уақыттан, қолды суытпай үнемі білгенді еске үсіріп қарастыратын модель элементерін күрделендіріп отыру қажет. Күнделікті жаттығудан жиналған тәжірбеде және одан құралған іс реті 3D модель жасаудағы (құрастырудағы) шеберлікті анықтайды.
6. Тұрмыста қолданатын пластмасса жайлы біраз ақпарат
Пластмасса барлық материалдарша өзінің беріктілік шегі бар. Пластмассаның беріктілігінің бұзылуы шегі техникалық регламентпен анықталған.
Температура бойынша төзімділік. Көбінде тұрмыста қолданатын пластмасса пайдалану температурасы +70… -2о С.
Өндірістік мақсатта қолданатын пластмасса -45..+80, қысқа мерзімде 95о С дейін төзеді.
Жүктеме бойынша. Жүктемені жіктейміз:
-көлденеңнен түскен жүктен мүжілу немесе морт сыну;
-майырған күшке иілу немесе морт сыну;
-созған күштен үзілу немесе созылу шегімен.
Материалдың жүктемеге төзімділік қасиеттін «материалдар кедергісі» пәні қарастырады. Жалпы теоретикалық механика негіздерін білу артық етпейді. Кейбір пластмассалық бөлшектертер дұрыс жобаланбағандықтан істен шығады. Кейде бүліну себебін қарастырып, оның жобасын жетілдіреміз.
Бұйымды пайдаланған кезде бетіне көпке дейін сызат түспегені жақсы. Сол себепті бұйым бетіне сызат түсуіне және қажалауна төзімдік дегенде ұғым бар. Бұл қасиетте пластмассаның жүктемеге төтеп беру қабілеттігін анықтайды.
7. Бұйым жасауға жұмсалатын дайындама ABS пластмассса жайлы ақпарат
Инженерлік мақсата кең қолданатын пластмасса. Көптеген мақсаттарда қолданады. Пластмасса негізі шайыр, үш мономердің, яғни үш заттың бір-біріне полимерленуінен алынған [1]:
-акрилонитрил (түзсіз сұйықтық, өкір иісті);
-бутадиена (түссіз газ, өзіне тән жағымсыз иісі бар);
-стирол (түссіз сұйықтық, өткір иісті).
Көптеген бұйымдада қолданады. Қысқа мерзімге, яғни 1-2 секунқа, +100 градусқа дейін температура әсеріне шыдайды, қалыпты жағдайда +75..80 градуста дейін қолданылады. Тұтыну қасиеттері жақсы.
ABS пластмассаның келесі тұтыну қасиеттерін атап шығайық:
-пішімін қалыпты сақтау мөлшері жоғары;
-сілтілерге төзімді;
-қышқылдар ертіндісіне және органикалық емес тұздар ертіндісіне төзімділігі жоғары;
-майларға, майлауға арналған майға, бензинге және көмірсутектерге;
-тегіс бетті. Тегіс бетінің сәулеге шағылу қасиеттері әр түрлі маркасы бар. Сәулені жақсы шағылдыратыннан бастап, мөлдір және бұлыңғыр бетті болуы мүмкін [1].
ABS пластмассаның келесі кемшілік тұстары бар:
-ультрафиолет сәулеріне төзімділігі нашар;
-бензолға, ацетонға, эфирға, анизолға, анилинге, этилхлоридке және этиленхлоридке төзімсіз, ериді;
-атмосфералық әрекеттесуге нашар;
-электр тоғынан қорғау қабілеттілігі жоғары емес (полистиролмен салыстырғанда).
Жалпы қандай пластмасалық бұйымды қалыпқа келтіруге мүмкіндігі жайлы пікір қалыптастырған шығарсыз. Пластмассаның түр-түрін және қасиетін «материлдар тану» пәні қарастырады. Пластмассаның PLA түрі ABS қарағанда зиянсыз [4].
8. Принтер жұмыс істегенде жағымсыз иіс сезіледі. Пластмассадан шыққан күйік иіс қаншалықты зиянды?
Экструдер ұшы +260 градусқа қызып одан пластмасса жіп ретінде сығылып шыққан суып, сосын қатады. Бірақ, қалам ұштарына бұлғанған пластмасса қатпайды, әрі қарай балқып түсе бұзылады. Түтіні көрінбесе де иісін біртіндеп сезіледі. Принтер басында орналасқан желдеткіш болмаса иісін бірден сезіледі. Қалам үшіне қалып қойған пластмасса түбінде күйеге айналады. Күні бойы желдетілмейтін, желөзегі жоқ немесе жабық шағын бөлмеде, мөлшермен 20 кв метрде жұмыс жасағанда иіс біртіндеп тарайды. Ішіне отырып сезбейсің де, аз-аздап бөлінген иіске мұрын үйрене береді. Кешке бөлмеден таза ауаға шығып, демалып, сосын қайта кірсең неліктен басың ауырғалы жайлы түсіне бастайсың.
Алғашында принтермен жұмыс істегенде иіс туралы сұрақ туындамайды. Жұмыс сеансы 2-3 сағаттан аспайды. Көбінде тесттік бұйым басылады. Бәрі жаңа, тоза қоймаған дегендей. Сосын экструдер ұшы біртіндеп бұлғанады, жасалынатын бұйы көлемінен гөрі жасалу уақыты пішім күрделігінен ұлғаяды, сол кезде неге басым аурады деген сұраққа жауап іздей бастайсың.
ABS пластмассасының деструкциясынан бөлінген акрилонитрил өте улы заттардың тобына жатады. Ауадағы мөлшері 0,03 мг/м. куб артса денсаулыққа өте зиянды [2].
Стирол ағзада жиналып нерв жүйесіне кесірін тигізеді. Ластанған ауада стирол 0,21 мг/м. куб болып онымен адам 2 сағат демалғанда. Адам ағзасында стирол 22 сағат бойы табылған [3].
Одан кейін барлық уландырғыш газдардың иісін мұрын нашар немесе мүлдем сезбейтінін және адам ағзасында зат ретінде еріп жиналатынын ескерсек денсаулығыңыз жайлы ойлана бастайтыңызға күмәнданбаймын.
Соңына қосарым
Тілдің қажеттілігін арттыру жолдарының бірі ғылыми-танымдық мақалалар жазылуы арқылы ғылым, техника, технология мәселерін талқылау. Тіл көмегімен әулеметтік ортадан алынатын «техникалық интиуитивтік білім» кеңейтіліп оның сапасы қанағаттандырлық болса, онда тілде сұранысқа ие болатына сенімдімін.
3D принтер дегенде көпшілік бұйымның басып шығару әрекетін бақылап көруге қызығады. Бақыласа, әп-сәтте пікірін қалыптастырып үлгереді. Басында күрделі, түйсігі жетпейтінді көріп, миына жүктеме түсіріп өзін сынамақшы болса, көргені жай әншейін, миына жүктеме емес, жай, жеңіл-желпі гимнастика болғанына көңілдері қалып:
-Сол-ақ па? Түкке тұрықсыз, -деп тіккен көзін жалтартады.
Істің тек бер жағын көріп ой қорытқанында шаруасы жоқ.
Дерек көзі:
1) www.trast-polimer.ru/info/abs_plastic/ Описание АБС пластика
2) www.nntu.ru/RUS/otd_sl/gochs/people_protect/people_protect_4.htm Краткая характеристика основных АХОВ
3) narcotics.su/lnv.html Летучие наркотические вещества (делирианты)
4) 3dtoday.ru/blogs/vvshukin/how-to-choose-a-case-for-your-3d-printer/ ак выбрать пластик для вашего 3D принтера
2. Дайын бұйымның бағасы неден құралады?
3. Жұмыс құралы жайлы біраз ақпарат. 3D принтердің техникалық сипаты
4. Бұйым жасаудың кезеңі –«Эскиз жасау»
5. Бұйым жасаудың кезеңі –«123D Design программасында 3D модельдеу»
6. Тұрмыста қолданатын пластмасса жайлы біраз ақпарат
7. Бұйым жасауға жұмсалатын дайындама ABS пластмассса жайлы ақпарат
8. Принтер жұмыс істегенде жағымсыз иіс сезіледі. Пластмассадан шыққан күйік иіс қаншалықты зиянды?
Соңына қосарым
1. Нені қалай, қалайша, немен дегендей?
Пластмассалық бөлшегі бүлінген құрылғының немесе қондырғының жөндеудің екі түрін қарастырайық:
1) Бүлінген бөлшекті дәл сондай дәлме-дәл данасымен алмастыру арқылы жөндеуді жүргізу. Бұл әдістің артықшылығын немесе кемшілігін сөз ету артық.
2) 3D принтерің көмегімен жасалған. Ұқсас бөлшекпен алмастыру.
Қарастырып отырған тақырыбымызға сай жөндеудің екінші әдісін қарастырамыз. Әдістің жалпы сипатынан хабардар болу үшін қарастырайық:
1) Барлық технологиялардың қолдану шегі бар. Сол шекті нақтылаймыз. Мысалы, өлшемдерімен.
2) Қалыпқа келтірілген бөлшек (дайын бұйым) құны қаншаға түседі. Жасап шығару уақыты қанша дегендей «жөндеу жұмыстарына» тапсырыс беруші қызықтыратын сұрақты қарастырамыз.
Рет-ретімен 3D принтерді шеберханада қолданып жөндеу жұмысын жүргізгенде пайдалану жайлы түсініктеме берейін.
Негізгі бөлшекті алмастыратын бөлшекті 3D принтерде жасағанда бірнеше шектеу бар:
1) Өлшемімен.
2) Бөлшек жасауға қолданатын пластмасса қасиетімен.
3) Бөлшектің жүктемеге қарсы төтеп беру қабілеттілігіне қатысты шектеу (3D принтерде қолданатын технология ерекшелігін ескеру).
Бұйымның габариттік өлшеміне шектеулік бар. Габариттік өлшемі 134 мм аспайтын, яғни, болашақ бұйым қабырғасы 134 мм тең кубтың ішіне сыйю қажет.
Бұйымды құрайтын элементтерге де талаптар бар. Өте ұсағын немесе пішімін құрайтын тым ұсақ элементтері бар бұйымды жасау мүмкін емес. Принтердің пайдаланудың тәжірбесіне сүйеніп болашақ бұйымның пішіміне деген талап жасадым.
Бұйым қарапайым, мысалы, цилиндр тәріздес болуы әбден мүмкін. Бірақ, көбінде бұйым пішімі күрделі келеді. Ұсынысымды немесе кеңесімді нақтылайын:
-Бұйым пішімін құрап тұрған элементтер қырлары және көршілес қарама-қарсы жатқан бет жазықтықтары бір-біріне 2 милиметрден кем қашықтықта жатпауы тиіс және тесік, ойық радиуысы 1.5 мм кем болмайтын бұйымды ғана 3D принтермен жасағанға кеңес беремін.
3D принтерде қолданылатын пластмасса қасиетін текстің төменгі тұсында жеке қарастырамыз.
Жоғарғы жақта жөндеу әрекетін іске асырғанда қолданатын технология мүмкіншіліктерін және шектеулерін қарастырдық.
Жөндеу жұмысының 3D принтермен бөлшекті жасап шығару кезеңін қарастырайық. Жөндеу жұмысына тапсырыс беруші осы кезең туралы көп сұрақ туындауы мүмкін. Жалпы жөндеу жұмысын атқару ұшын төленетін ақшалай қаражаттың көп бөлігі бөлшекті бұйым ретінде қайта жасап шығаруға кететінін біліп, оның неліктен қымбат тұратынын білгісі келсе оның сұрағын жауапсыз қалдыру жөндеу жұмыстарының құнына деген сенімсіздік туындатқызу мүмкін. Жұмыс күрделігі оның атқаруға қажет уақыт мөлшерімен анықталады десек, осы пікірмен көпшілік келісетіне күмәнім жоқ. Уақыт неге жұмсалады?
Дайын бұйымды жасаудың соңғы кезеңін қарастырайық, яғни, электронды модельді нақты затқа айналдыру әрекетін. Соңғы кезеңді байланыстырады:
1) Уақыт ресурсын үнемдеумен. Бөлшектің (бұйымның) басып шығару уақытын азайту үшін бұйымның тұтас бөлігін әр түрлі әдіспен толтыруға болады. Принтердің Fast басу режимінде бөлшек іші сүйектің кеңсірігі тектес торға бөлініп толтырылады. Fast (жылдам) режимі бұйымды жылдам басып шығаруға арналған.
2) Бұйымды жасауға жұмсалатын заттай ресурсты үнемдеумен. Яғни, зат ресурсы «дайындама пластмасса» жібін үнемдеу.
Бұйымның жасалу уақытын және сапасы оның жобалау кезінде анықталатынын ескерсек жоғарыдағы соңғы кезеңге артқан үміт орынсыздығына көз жеткізу қиын емес.
Әрине, пластмассадан бұйымды басу үшін принтердің әр түрлі режимі бар. Жоғарыда аталған Fast режимінде принтер бұйымды басып шығарса оның пайдаланғану кезінде өз қасиеттерін жоғалпайды деп жобалу кезінде есептелінсе, онда бұл режимде бұйымды басылады. Принтер шығарған бұйымның жоғарғы сапасы Normal режимі қамтамасыздандырады.
Техника ғылымның материалдар кедергісі саласы бұйымның тұтас бөлігін кеңсірік тектес толтыру оның мықтылығына қандай әсерін тигізетінін зертейді. Қарастырған жағдайға қатысты кеңсіріктің жүктемеге қарсылық көрсету әрекетіне әсер барын немсе жоқтығын анықталады.
Fast режимінде басылған бұйым мүжілгенде пластмасса қабаттарының төселу бағыты бойымен жарықша түседі немесе сөзғанда бір-бірімен түйіскен қабат ажырап бұйымның бір бөлігі үзіледі. Яғни, созғанда үзілгіш.
Бұйымды принтерде басып шығару автоматты түрде атқарылады. Бірақ бұл қадамның құнын анықтау қиын емес. Дайындама пластмассаның қолдану мөлшерімен нақты анықталады. Яғни, бөлшек жасағанға көп пластмасса жұмсалса дәл солай принтер жұмыс істеп, жұмыс атқаруға арналған ресурсы жұмсайды. Бірақ бұл кезең бұйымның құнын анықтамайды. Соңымен, дайын бұйымның құны неден құралады?
2. Дайын бұйымның бағасы неден құралады?
Қолдың еңбегіне төленетін және автоматты түрде атқарылатын жұмыстың бағасынан бұйымның жалпы құны құралады. Ең соңғы болып көрсетілген бағаның құрамасы жайлы бәрі түсінікті. Дайындама пластмасса бұымға сай кетеді. Сондықтан авоматты түрде орындалған жұмыс бағасы дайын бұйымға жұмсалған дайындама пластмасса салмағына (граммен өлшенеді) сай анықталады. Қол еңбегі қымбаттырақ және бұйымды жасап шығарған кездегі келесі кезеңдерде қолданады:
-бұйымның эскизін жасау үшін;
-электрондық модельді жасап және оның сызбасын алу үшін;
-бұйымды қосымша өңдеу үшін;
-бұйымды басу барысын қадағалау үшін;
-принтер тұғырын тазалау үшін жұмсалады.
Бұйымның өлшемін алып эскиз жасау үшін үшін 10 минуттен 2 сағат кетуі мүмкін. Өлшем дәлдігі 0.1 мм кем болмауы тиіс. Сынған бөлшектің өлшемін дұрыстап өлшеу үшін сынған бөлігін бөлшекке желімдеп қоюға кеңес беремін.
Бөлшектің электронды 3D моделін жасау. Жеке программада жасалынады. Оның өзі жеке құрал. Құрал ретінде 123D Design программасын таңдап алдым.
Бұйымды финальді өңдеу үшін надфиль (бедері майда егеулер) жиынығын және қолдан жасалған миниатюралық қашауларды қолданамын.
Суретте (төмен жақтағы 1-ші суретте) көрсетілген бөлшекті жасап шығаруға, яғни барлық кезеңдерінен өту үшін 1 сағат 47 минут жұмсалды.
1-ші кезең. Эскиз жасау. Эскиз жасау үшін 30 минут жұмсалды. Бағасы 500 теңге.
2-ші кезең. Электрондық модель жасалынды. Отыз минут жұмсалды. Бағасы 500 теңге.
3-ші кезең. Бұйымды принтермен басып шығару. Принтер бұйымды басып шығаруға 47 минут жұмсады. Төрт (4) грамм дайындама пластмассасы жұмсалды. Принтер 1 сағат жұмысы 2.2 доллар. 1 доллар 180 теңге десек. Төрт жүз (396 теңге), пластмасса бағасы 40 теңге. Принтердің жұмысы 440 теңге бағаланды. 250 теңгеге принтер жұмысын қадағалан үшін төленді. Жалпы 3-ші кезеңнің бағасы 690 теңгені құрады.
4-ші кезең. Бөлшекті қолмен өңдеу. 5 мин жұмсалды. Жұмыс құны 100 теңге.
5-ші кезең. Принтер тұғырын тазалау. 10 мин жұмсалады. Бағасы 100 теңге.
Қосымша шығын. Жұмыс орны және құрал-жабдық жалға алынғандықтан әр бір тапсырыстан 500 теңге иесіне төленеді.
Қосымша құн салығы 20%, әулеметтік салық 11%, зейнетақы қорына 15% шебердің қосқан еңбек ақысынан шегерілетінін ескерсек бөлшекті көшірмесін жасау арқылы қалыпқа келтіру құны 3000 теңгеден арзан болмайтына келісесіз деп ойлаймын.
Қарастырған мысалда жұмыстың мөлшермен 40% автоматты түрде орындалғанын, қалған 60% адам қолының күшімен атқарылғанын байқау қиын емес.
3. Жұмыс құралы жайлы біраз ақпарат. 3D принтердің техникалық сипаты
3D модельді басып шығару үшін UP принтерін қолданамын. Жұмыс аймағы 140 х 140 х 135мм (кубқа жақын). Кубтың сол жақ түпкірінде санақ басы О (x=0, y=0, z=0) орналасқан. Бүкіл жұмыс аймағын қолдануға кеңес бермеймін. Модельді басқанда экструзиядан бөлігінген пластмасса принтердің платформасының сыртына ағып кетеуі әбден мүмкін. Сондықан бұйым габариті қабырғасы 134 мм кубтың ішіне сыйсын деп кеңес беремін.
Экструзия ұғымы таныс па сізге? Таныс болмаса сөздің мағынасын ашып жіберейік. Таныс болса келесі абзацты оқымай өткізіп жіберерсіз.
Экструзия технологияның атауы. Экструзия заттың қатпаған тұтқыр сұйықтық немесе паста күйінде болғанда оны оқтамадан сығып шығарып, қабат-қабат төсеу арқылы бұйым алу технологиясы. Оқтамадан зат шыққанда оған форма беріледі, мысалы жалпақ лента, жіңішке жіп. Экструзияда жұмыс денесі ретінде қолданатын заттың қасиетті сондай, оқтамадан шыға салысымен қата бастайды.
3D принтердің басу технологиясының негізінде экструзия, бірақ осы негізгі технологияны іске асыру үшін көмекші әдістер және жеке дара технологиялар бар. Сондықтан бүкіл жұмыс ретін бір ауыз сөзбен сиатталмайды.
Бұйымның ішкі элементтері басылып шығу үшінде «тіректер» әдісі қолданады. Бұйым басылған соң қолмен өңдеу жасалынып тұғырлар қалдық ретінде бұйымнан бөлініп алынады. Бұйым пішіміне қарай қалдықтар көп немсесе мүлдем болмауы да мүмкін.
Принтердің платформасы икс (x) осі бойынмен қозғалады. Экскудер орналасқан принтердің басы платформаға перепендикуляр қозғалады, яғни игрэк (y) осімен. Бұйымның бір қабаты толық басылып шығу үшін принтер платформасы және оның басы бір-біріне қатысты үйлесті қозғалады. Одан кейін келесі қабат басылу үшін тұғыр z осімен төмен жылжиды.
Бұл жерде «басылады» сөзінің орнына «төселеді» деген дұрыстырақ шығар. Шатаспау үшін «басады» сөзін қолданамын.
Бөлшектің бір қабаты басылғанда платформаға қалыңдығы 0.2-0.35 мм тең пластмассаның қабаты төселеді. Төсем жасаған кезде принтердің басыда дәл сондай дәлдікпен жазық бетінде қозғалды. Көрсетілген сандармен басу дәлдігін немесе басып шығару айқындығын –принтердің негізгі параметрі анықталады.
Бұйым толық басылып шыққан соң өлшемдері сәл асып биік, жалпақ, ойықтары немесе тесіктері тар болса қолмен өңдеп кемітемін.
Платформа үстіне түскен пластмасса бір келкі жату үшін принтер бұйымды басар алдында платформасын қыздырады. Платформа бетіндегі температура теңелуіне біраз уақыт қажет. Принтер платформа бетінің толық қызғанын тоспай баса бастайды. Кейбір ұсақ-түйек бөлшекті басқанда принтердің асығыстығынң ешқандай әсері болмайды. Принтер операторы алдын ала қыздыру қажет деп санаса принтер платформасы +100 градусқа дейін 15 мин бойы қыздырылады. Принтердің программалық қамтуында ондай мүмкіншілік бар.
Принтердің басу өнімділігі. Ең жоғарғы басу сапамен қабырғасы 30 мм тең кубты 3D принтер 67 минутта басып шығарады. Куб жасап шығару үшін 17.2 грамм пластмасса (дайындамасы) жұмсалды.
Дайындама пластмассаның жеке өзі 250 х 250 мм (көз мөлшермен) пакетте қымталған жіптің орамы күйінде кездеседі. Жіп диаметірі 1.8 мм. Ұзындығы 29 метр. Иілгіштігі нашар.
Дайындама пластмасса жібі принтердің сол жағында орналасқан ұршыққа оралады. Ұршықтан шыққан жіптің ұшы экскудер қаламына сабақталады.
Бұйымды принтермен басып шығару үшін оның электрондық 3D моделі қажет. Модель арнаулы STL форматта сақталуы тиіс. Бұл формат үшбұрыш төбелерін анықтайтын сандардың жиынтығынан тұрады. Осы сандардан қабат-қабат бойынша екі өлшемді жазыққа бөлінеді. Жазық дегеніміз нақты санмен анықталған икс (х) және игрэк (у) координаталары, принтер басы осы координатар бойынша қозғалады.
Модель жасау үшін арнаулы 3D модельдеуге арналған программалық жабдық қолданады. Оның жұмысы және жұмыс істеу үшін оператор қолданатын әдістері жеке дара технологияны құрайды. 3D модельдеуге жазба соңында шолу жасаймын. Онсыз ақпаратым толымсыз болады.
Принтердің техникалық сипатын габариттік өлшемін көрсетіп аяқтайын. Көлемі шағын 240 х 350 х 350 мм. Үстелдің бір бұрышына оп-оңай сыйяды.
4. Бұйым жасаудың кезеңі –«Эскиз жасау»
Эскизді жасау үшін MS Word қолдандым. Бұл текстік процессор компьютерлерде жиі кездеседі. Үйренішікті.
Бөлшек ұялы телефон арқылы фотосуретке түсірелді. Сосын суреті Word-қа ендірілген векторлық графикалық редактор көмегімен бастырылып шығады (1 сурет). Бөлшек өлшемдері штангенциркуль қолданылып анықталған соң эскиз үстіне өлшемді білдіретін сандар қойылады.
3D модельмен жұмыс істегенде өлшемдерден жағылу оп-оңай. Модельден автоматты түрде сызба алынып эскизбен салыстыру артық етпейді.
Сурет 1. Бөлшек эскизі.
Сурет 2. Алмастырылатын және алмасатын бөлшек. Оң жақта бүлінген бөлшек. Сол жақта бүлінген бөлшекті алмастырылуға 3D принтерде жасалынған бөлшек.
Екінші суретте (сурет 2) бөлшек табанымен құрылғыға винтпен бекиді. Бас жағындағы көзінен өткен темір білікті ұстап тұру үшін арналған. Сондықтан j қашықтығын жәнен көз центірі табаннан қанша биікте орналасқанын дәл анықтау керек болды. Дәл өлшенгенге көз жеткізу үшін өлшеуді бірнеше рет қайталап жүргізілді.
Бөлшек неден бүлініп сынғанын анықталған соң оған үшбұрыш тәрізді қосымша қабырға жасалынды. Жаңа бөлшекте қалыңдығы 2 мм тең қосымша қабырға екі негізгі қабырғаны мықтап жалғап тұр. Бұл жерде бөлшектің эскизін жасау және жобалау сөздері синоним.
5. Бұйым жасаудың кезеңі –«123D Design программасында 3D модельдеу»
Жалпы 123D Design програмасымен жақсы жұмыс істеу үшін 3D модельдеудің біраз түсініктерін түсіну қажет. Ең қажет түсінік -программаны ұтымды қолдану. Бір нәтижені бір неше жолмен алуға әбден мүмкін.
Өз басым алғашқы модель жасау үшін бір сағат жұмсағанмын, кейіннен дәл сондай модельді жасау үшін 20 минут кетірдім.
3D модельдеуде шеберлік артқан сайын модельді жасауға қажет уақытты алдын ала бағалап үйренесің. Жалпы модель жасаудың күрделігі субъективті емес, яғни жеке бастың програманы меңгеруін ескермей «жұмыс көлеміне қарай анықтауға мүмкіндік беретін» әдісті ұсынайын.
Әдіс компьютерге түсетін жүктемені де ескеруге мүмкіндік береді. Компьютер ресурсы да шектеулі. Модель күрделіне бастаған сайын оның элеметтерін есептеп салу уақыты артады. Электронды модель салынып болған соң. Модельді STL форматтағы текстік файлға айналдырғанда, текстің көлемін көрсеткен байттар санын және бұйым габариттерін ескеріп жұмыс көлемін мөлшерлеуді ұсынамын.
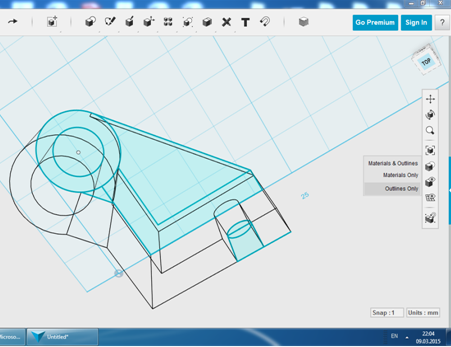
Сурет 3. Бөлшектің үстінен қарағандағы көрініс.
Суретте көрсетілген 3D модель жасауды үстіңгі көрініс проекциясын тұрғызудан бастадым. Scketch тобының құралдарын пайдаландым. Одан кейін бөлшек енін Construct тобының Extrude құралын пайланып жасадым.
Бөлшектің 3D моделі дайын болңан соң 123D Design программасынан тікелей принтерге басып шығару болады. Онда meshmixer утилитасын орнату қажет. Таза 123D Design жұмыс істеу мақсат болғандықтан қосымша утилитаны орнатқан жоқпын.
Модель дайын болған соң STL форматына экспорт жасап жеке файл ретінде компьютерге сақтадым. Содан кейін UP! программасында ашып принтерде басамыз. Программа UP принтерімен қолдануға арналып жасалынған.
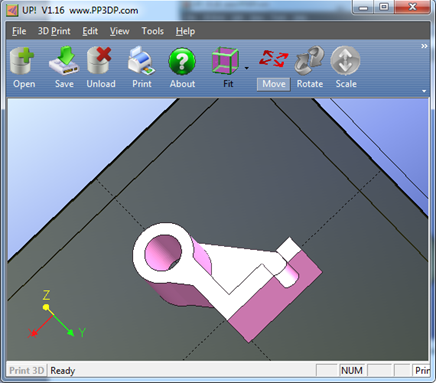
Сурет 4. Принтерден бөлшекті басып шығарар алдында визуальді бақылау.
123D Design программасын қолданып винттік парасы бар модельді жасап үйрену ең ауыр тиді және жасап үйренген 3D модель жасаудың жаңа сатысын аштым.
Программаны игеру үшін әдейлеп жеке уақыт бөлу нәтиже бермеді. Күнделікті аз-аз уақыттан, қолды суытпай үнемі білгенді еске үсіріп қарастыратын модель элементерін күрделендіріп отыру қажет. Күнделікті жаттығудан жиналған тәжірбеде және одан құралған іс реті 3D модель жасаудағы (құрастырудағы) шеберлікті анықтайды.
6. Тұрмыста қолданатын пластмасса жайлы біраз ақпарат
Пластмасса барлық материалдарша өзінің беріктілік шегі бар. Пластмассаның беріктілігінің бұзылуы шегі техникалық регламентпен анықталған.
Температура бойынша төзімділік. Көбінде тұрмыста қолданатын пластмасса пайдалану температурасы +70… -2о С.
Өндірістік мақсатта қолданатын пластмасса -45..+80, қысқа мерзімде 95о С дейін төзеді.
Жүктеме бойынша. Жүктемені жіктейміз:
-көлденеңнен түскен жүктен мүжілу немесе морт сыну;
-майырған күшке иілу немесе морт сыну;
-созған күштен үзілу немесе созылу шегімен.
Материалдың жүктемеге төзімділік қасиеттін «материалдар кедергісі» пәні қарастырады. Жалпы теоретикалық механика негіздерін білу артық етпейді. Кейбір пластмассалық бөлшектертер дұрыс жобаланбағандықтан істен шығады. Кейде бүліну себебін қарастырып, оның жобасын жетілдіреміз.
Бұйымды пайдаланған кезде бетіне көпке дейін сызат түспегені жақсы. Сол себепті бұйым бетіне сызат түсуіне және қажалауна төзімдік дегенде ұғым бар. Бұл қасиетте пластмассаның жүктемеге төтеп беру қабілеттігін анықтайды.
7. Бұйым жасауға жұмсалатын дайындама ABS пластмассса жайлы ақпарат
Инженерлік мақсата кең қолданатын пластмасса. Көптеген мақсаттарда қолданады. Пластмасса негізі шайыр, үш мономердің, яғни үш заттың бір-біріне полимерленуінен алынған [1]:
-акрилонитрил (түзсіз сұйықтық, өкір иісті);
-бутадиена (түссіз газ, өзіне тән жағымсыз иісі бар);
-стирол (түссіз сұйықтық, өткір иісті).
Көптеген бұйымдада қолданады. Қысқа мерзімге, яғни 1-2 секунқа, +100 градусқа дейін температура әсеріне шыдайды, қалыпты жағдайда +75..80 градуста дейін қолданылады. Тұтыну қасиеттері жақсы.
ABS пластмассаның келесі тұтыну қасиеттерін атап шығайық:
-пішімін қалыпты сақтау мөлшері жоғары;
-сілтілерге төзімді;
-қышқылдар ертіндісіне және органикалық емес тұздар ертіндісіне төзімділігі жоғары;
-майларға, майлауға арналған майға, бензинге және көмірсутектерге;
-тегіс бетті. Тегіс бетінің сәулеге шағылу қасиеттері әр түрлі маркасы бар. Сәулені жақсы шағылдыратыннан бастап, мөлдір және бұлыңғыр бетті болуы мүмкін [1].
ABS пластмассаның келесі кемшілік тұстары бар:
-ультрафиолет сәулеріне төзімділігі нашар;
-бензолға, ацетонға, эфирға, анизолға, анилинге, этилхлоридке және этиленхлоридке төзімсіз, ериді;
-атмосфералық әрекеттесуге нашар;
-электр тоғынан қорғау қабілеттілігі жоғары емес (полистиролмен салыстырғанда).
Жалпы қандай пластмасалық бұйымды қалыпқа келтіруге мүмкіндігі жайлы пікір қалыптастырған шығарсыз. Пластмассаның түр-түрін және қасиетін «материлдар тану» пәні қарастырады. Пластмассаның PLA түрі ABS қарағанда зиянсыз [4].
8. Принтер жұмыс істегенде жағымсыз иіс сезіледі. Пластмассадан шыққан күйік иіс қаншалықты зиянды?
Экструдер ұшы +260 градусқа қызып одан пластмасса жіп ретінде сығылып шыққан суып, сосын қатады. Бірақ, қалам ұштарына бұлғанған пластмасса қатпайды, әрі қарай балқып түсе бұзылады. Түтіні көрінбесе де иісін біртіндеп сезіледі. Принтер басында орналасқан желдеткіш болмаса иісін бірден сезіледі. Қалам үшіне қалып қойған пластмасса түбінде күйеге айналады. Күні бойы желдетілмейтін, желөзегі жоқ немесе жабық шағын бөлмеде, мөлшермен 20 кв метрде жұмыс жасағанда иіс біртіндеп тарайды. Ішіне отырып сезбейсің де, аз-аздап бөлінген иіске мұрын үйрене береді. Кешке бөлмеден таза ауаға шығып, демалып, сосын қайта кірсең неліктен басың ауырғалы жайлы түсіне бастайсың.
Алғашында принтермен жұмыс істегенде иіс туралы сұрақ туындамайды. Жұмыс сеансы 2-3 сағаттан аспайды. Көбінде тесттік бұйым басылады. Бәрі жаңа, тоза қоймаған дегендей. Сосын экструдер ұшы біртіндеп бұлғанады, жасалынатын бұйы көлемінен гөрі жасалу уақыты пішім күрделігінен ұлғаяды, сол кезде неге басым аурады деген сұраққа жауап іздей бастайсың.
ABS пластмассасының деструкциясынан бөлінген акрилонитрил өте улы заттардың тобына жатады. Ауадағы мөлшері 0,03 мг/м. куб артса денсаулыққа өте зиянды [2].
Стирол ағзада жиналып нерв жүйесіне кесірін тигізеді. Ластанған ауада стирол 0,21 мг/м. куб болып онымен адам 2 сағат демалғанда. Адам ағзасында стирол 22 сағат бойы табылған [3].
Одан кейін барлық уландырғыш газдардың иісін мұрын нашар немесе мүлдем сезбейтінін және адам ағзасында зат ретінде еріп жиналатынын ескерсек денсаулығыңыз жайлы ойлана бастайтыңызға күмәнданбаймын.
Соңына қосарым
Тілдің қажеттілігін арттыру жолдарының бірі ғылыми-танымдық мақалалар жазылуы арқылы ғылым, техника, технология мәселерін талқылау. Тіл көмегімен әулеметтік ортадан алынатын «техникалық интиуитивтік білім» кеңейтіліп оның сапасы қанағаттандырлық болса, онда тілде сұранысқа ие болатына сенімдімін.
3D принтер дегенде көпшілік бұйымның басып шығару әрекетін бақылап көруге қызығады. Бақыласа, әп-сәтте пікірін қалыптастырып үлгереді. Басында күрделі, түйсігі жетпейтінді көріп, миына жүктеме түсіріп өзін сынамақшы болса, көргені жай әншейін, миына жүктеме емес, жай, жеңіл-желпі гимнастика болғанына көңілдері қалып:
-Сол-ақ па? Түкке тұрықсыз, -деп тіккен көзін жалтартады.
Істің тек бер жағын көріп ой қорытқанында шаруасы жоқ.
Дерек көзі:
1) www.trast-polimer.ru/info/abs_plastic/ Описание АБС пластика
2) www.nntu.ru/RUS/otd_sl/gochs/people_protect/people_protect_4.htm Краткая характеристика основных АХОВ
3) narcotics.su/lnv.html Летучие наркотические вещества (делирианты)
4) 3dtoday.ru/blogs/vvshukin/how-to-choose-a-case-for-your-3d-printer/ ак выбрать пластик для вашего 3D принтера
Пікір жоқ әзірше